
Content
Computer Numerical Control (CNC) machining in heavy industry refers to the automated, program-driven operation of large-scale machine tools designed to cut, shape, drill, bore, or grind materials that are significantly larger, heavier, and harder than those processed in general manufacturing. While the fundamental CNC principle — using pre-programmed digital instructions to control tool movement with high precision — is the same across all scales, heavy industry CNC machines operate in a fundamentally different physical environment. They must handle workpieces that can weigh tens or hundreds of tonnes, span several meters in length, and be made from materials like structural steel, cast iron, titanium alloys, nickel superalloys, or hardened tool steels. The machines themselves are correspondingly massive, with machine beds that may extend 20 meters or more, spindle motors rated at hundreds of kilowatts, and structural frames designed to maintain dimensional accuracy under the enormous cutting forces generated when removing metal at industrial rates.
Industries that depend on heavy CNC machining include aerospace, shipbuilding, power generation, mining equipment manufacturing, oil and gas, railway, and heavy construction equipment production. In each of these sectors, the machined components — turbine shafts, marine propellers, pressure vessel flanges, wind turbine hubs, locomotive frames — are safety-critical parts where dimensional accuracy directly determines operational performance and structural integrity. CNC technology makes it possible to achieve the tight tolerances these parts require while managing the scale and material challenges that would make manual machining impractical or impossible.
Heavy industry uses several distinct categories of CNC machine, each optimized for a specific combination of workpiece size, geometry, and required machining operation. Understanding which machine type applies to which task is essential for production engineers specifying equipment for heavy manufacturing facilities.
Boring mills are among the most important CNC machines in heavy industry. Horizontal boring mills (HBMs) position a rotating spindle horizontally and feed it into a stationary or table-mounted workpiece, making them ideal for machining bores, large flat surfaces, and complex features on box-like components such as gearbox housings, hydraulic manifolds, and machine tool bodies. Floor-type and table-type HBMs can accommodate workpieces measuring several meters in each dimension and weighing many tonnes, with the workpiece mounted on a rotary table that allows all faces to be machined in a single setup. Vertical boring mills — also called vertical turret lathes (VTLs) in their turning configuration — mount the workpiece horizontally on a large rotating faceplate and bring the cutting tool down from above, making them ideal for large-diameter rings, flanges, wheels, and circular components that would be difficult to balance in a conventional horizontal lathe.
Gantry-type CNC milling machines feature a bridge structure that spans a wide machine bed, with one or more milling heads mounted on the bridge crossrail. The workpiece sits on the bed and either remains stationary while the bridge travels along the machine's length, or the bridge is fixed and the bed travels beneath it. This configuration is particularly suited for machining large flat or profiled surfaces on long, heavy components — structural steel fabrications, mold bases for large plastic injection molds, aircraft wing ribs, and ship hull sections. Multi-head gantry machines can simultaneously perform roughing and finishing operations on different areas of the same workpiece, dramatically reducing cycle time on large parts. Some heavy-duty gantry machines have bed widths exceeding 5 meters and lengths exceeding 30 meters, with the ability to remove hundreds of kilograms of material per hour.
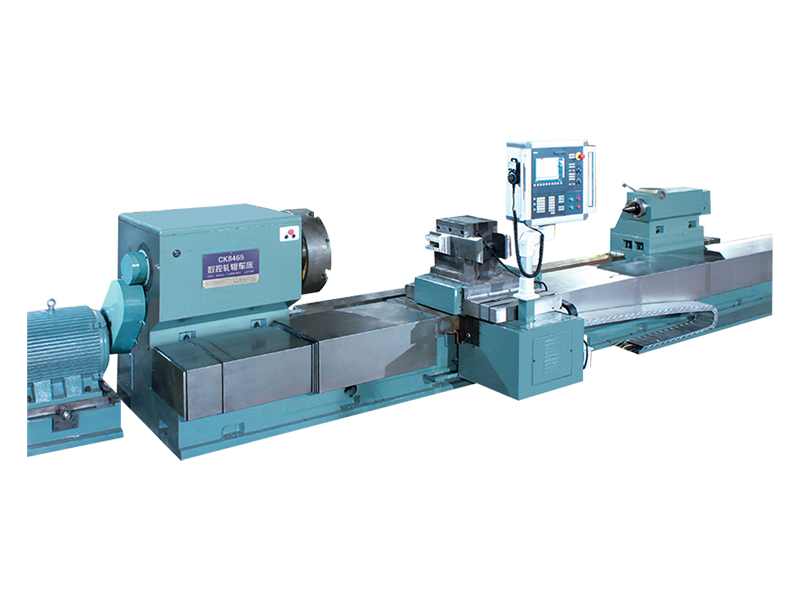
Heavy CNC lathes and turning centers handle the rotational machining of large cylindrical components — shafts, rolls, spindles, cylinders, and large-diameter rings. These machines feature robust headstocks, heavy-duty beds with hardened and ground guideways, and tailstocks capable of supporting shafts that may be 10 meters or more in length and weigh tens of tonnes. Modern heavy CNC turning centers incorporate live tooling — rotating cutting tools mounted in the turret — that allow milling, drilling, and threading operations to be performed on the turning component without removing it from the machine, enabling complete machining in a single setup. In the steel and paper industries, work roll grinding and turning machines that are specialized variants of heavy lathes are used to restore roll surface geometry after wear.
Deep-hole drilling is a specialized machining process used to produce long, straight, precise bores in components like gun barrels, hydraulic cylinders, pressure vessel tubes, and injection mold cooling channels. CNC deep-hole drilling machines use specialized tooling — either gun drills or BTA (Boring and Trepanning Association) systems — that incorporates internal coolant channels to flush chips continuously from the cutting zone, preventing chip packing and tool breakage in holes that may be 50 or more diameters deep. CNC control of feed rate, spindle speed, and coolant pressure is critical to maintaining bore straightness and surface finish over the full hole depth. In heavy industry, these machines may drill bores in forgings and castings weighing several tonnes, with bore diameters ranging from 20mm to several hundred millimeters.
Precision grinding of large components is performed on CNC cylindrical grinders, surface grinders, and internal grinders scaled for heavy industry applications. Large CNC cylindrical grinders are used to finish-grind shafts, rolls, and spindles to final dimensional and surface finish tolerances after turning, achieving roundness and cylindricity within microns on components that may be several meters long. CNC surface grinders with magnetic chucks measuring several square meters are used to grind flat reference surfaces on machine tool bases, large die sets, and structural components where flatness within a few micrometers is required. These machines use CNC to control wheel dressing, feed increments, and spark-out passes with a precision that manual grinding cannot reliably achieve on large workpieces.
Heavy industry CNC machines must deliver a specific set of technical capabilities that distinguish them from standard production machining centers. These capabilities directly determine the quality and economic viability of the parts they produce.
Different heavy industries place distinct demands on CNC machining capability, and understanding these sector-specific requirements helps clarify why heavy CNC machines are indispensable across the industrial landscape.
| Industry Sector | Typical Components | Primary CNC Machine Types | Key Requirements |
| Power Generation | Turbine shafts, casings, impellers | Heavy lathes, 5-axis mills | Tight tolerances, superalloy machining |
| Shipbuilding | Propellers, rudder stocks, crankshafts | VTLs, horizontal boring mills | Large diameter, bronze/stainless |
| Mining Equipment | Crusher frames, mill liners, gears | Gantry mills, boring mills | Heavy castings, wear-resistant steels |
| Oil and Gas | BOP components, valve bodies, flanges | Deep-hole drills, turning centers | High-pressure sealing surfaces, Inconel |
| Wind Energy | Hubs, main shafts, ring gears | VTLs, gear hobbing, grinding | Large diameter, fatigue life critical |
Many heavy industry components have complex three-dimensional geometries that cannot be fully machined on conventional 3-axis machines without multiple setups and repositioning, each of which introduces potential alignment errors. Five-axis CNC machining — where the cutting tool can be tilted and rotated relative to the workpiece in addition to the standard X, Y, and Z linear axes — addresses this challenge by allowing complex contoured surfaces to be machined in a single setup with continuous tool orientation control. In heavy industry, 5-axis capability is particularly valuable for machining turbine blade profiles, propeller blade surfaces, large aerospace structural components, and die cavities with deep undercuts or steep walls.
Heavy 5-axis machining centers combine the structural mass required for rigid heavy-duty cutting with the geometric flexibility of full 5-axis motion, typically achieved through swiveling spindle heads (A and B axis rotation) combined with a rotary table (C axis). The CNC controller must simultaneously coordinate all five axes in real time — a computational and control challenge that modern high-performance CNC systems handle through advanced interpolation algorithms and high-speed servo drives.
Modern heavy industry CNC machines are no longer standalone equipment but integrated nodes within digital manufacturing environments. CNC controllers now communicate bidirectionally with CAM software, production scheduling systems, quality management platforms, and enterprise ERP systems, enabling a level of production coordination and data visibility that transforms how heavy components are manufactured.
CNC machines for heavy industry represent some of the most sophisticated and capable manufacturing technology in existence, combining the precision and repeatability of computer-controlled motion with the structural strength, power, and scale needed to process the largest and most demanding workpieces in modern industrial production. From gantry milling machines spanning the length of a football field to deep-hole drilling machines producing precision bores in multi-tonne forgings, these systems are the essential tools that make large-scale energy infrastructure, transport equipment, and industrial machinery possible. As digital integration deepens and machining technology continues to advance, heavy industry CNC machines will only become more capable, more connected, and more central to the production processes that underpin the global industrial economy.

 Download Material
Download Material
 E-mail: [email protected]
E-mail: [email protected]  Mob: +86-13806297906
Mob: +86-13806297906  Tel: +86-513-85562198
Tel: +86-513-85562198  Add:No. 99 Tiantong Road, Nantong City, Jiangsu Province.
Add:No. 99 Tiantong Road, Nantong City, Jiangsu Province.
Factory scene



Copyright@ Jiangsu Dingshun Heavy duty Machine Tool Co., Ltd. All Rights Reserved.






 English
English  русский
русский  Español
Español  عربى
عربى 










